




FYID-Feiyide
نظام اللحام المداري مفتوح الرأس الصناعي FYID FXT40 Pro (آلة لحام TIG للخدمة الشاقة 400 أمبير لأنابيب بقطر 20-325 مم)
نظام اللحام المداري مفتوح الرأس الصناعي FYID FXT40 Pro (آلة لحام TIG للخدمة الشاقة 400 أمبير لأنابيب بقطر 20-325 مم)
تعذر تحميل معلومات توفر الاستلام
آلة لحام TIG مدارية برأس مفتوح للأنابيب الصناعية ذات الجدران السميكة — بقطر يتراوح من 20 مم إلى 325 مم، وسمك جدار يصل إلى 13 مم
FYID-Feiyide FXT40 Pro هو نظام لحام GTAW (TIG) مداري صناعي برأس مفتوح بقوة 400 أمبير، مصمم للحام المحيطي في جميع الأوضاع على أنابيب الفولاذ الكربوني والفولاذ المقاوم للصدأ وسبائك التيتانيوم ذات القطر الكبير. يتكون النظام من مصدر الطاقة الرقمي FXT40 Pro ومحابس اللحام المدارية ذات الرأس المفتوح من السلسلة K (K76 إلى K325)، والتي تغطي أقطار الأنابيب الخارجية من 20 مم إلى 325 مم وسماكة الجدار من 2 مم إلى 13 مم.
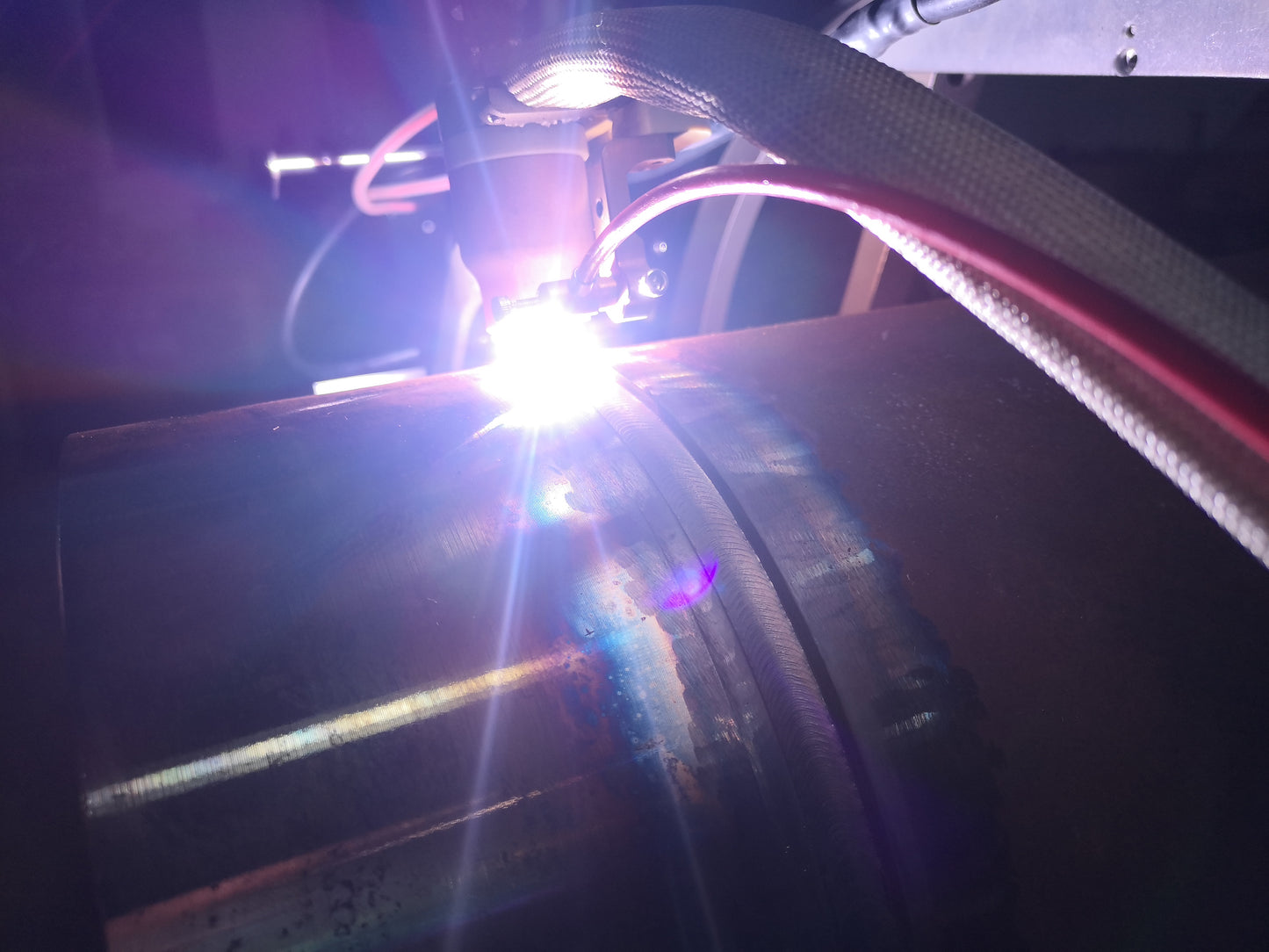
على عكس رؤوس اللحام المغلقة التي تتطلب الوصول إلى نهاية الأنبوب، يتم تركيب مشبك الرأس المفتوح من السلسلة K خارجيًا على الأنبوب في أي نقطة يمكن الوصول إليها على طوله — مما يجعله الأداة الصحيحة لتوصيلات الأنابيب المتعددة في الموقع، والأنابيب المثبتة على ألواح، وأنظمة الأنابيب على متن السفن، وأي تطبيق لا تكون فيه نهايتا الأنبوب حرتين. يدور رأس اللحام حول الأنبوب الثابت، ويكمل لحامًا محيطيًا كاملاً بزاوية 360 درجة مع تحكم برمجي بالمعلمات في كل وضع: مسطح (1G/1F)، أفقي (2G)، عمودي (3G)، وعلوي (4G).
يتم التحكم في FXT40 Pro بواسطة وحدة تحكم منطقية قابلة للبرمجة (PLC) من نوع Siemens S7-200 SMART V3.0 — وهي منصة تحكم صناعية مصممة للبيئات الحرجة بما في ذلك الأنابيب المساعدة النووية، وبناء السفن، وخطوط أنابيب البتروكيماويات عالية الضغط حيث تكون استقرارية القوس الكهربائي في ظروف الشبكة المتغيرة متطلبًا تصنيعيًا، وليس مجرد تفضيل.
مواصفات نظام FXT40 Pro — مصدر الطاقة ورؤوس اللحام من السلسلة K
مصدر الطاقة FXT40 Pro
| المعلمة | المواصفة |
|---|---|
| عملية اللحام | GTAW (TIG) — أوضاع التيار المستمر والنبضي |
| نطاق تيار الإخراج | 10 أمبير – 400 أمبير تيار مستمر |
| دورة التشغيل | 315 أمبير بنسبة 100% / 400 أمبير بنسبة 60% (40 درجة مئوية درجة حرارة محيطة) |
| جهد الدائرة المفتوحة | 70 فولت |
| طاقة الإدخال | 380 فولت ±10%، 50/60 هرتز، ثلاثي الأطوار |
| استهلاك الطاقة | 21.5 كيلو فولت أمبير |
| نظام التحكم | وحدة تحكم منطقية قابلة للبرمجة Siemens S7-200 SMART V3.0 |
| شاشة HMI | شاشة لمس LCD ملونة مقاس 10 بوصات، باللغتين الصينية/الإنجليزية |
| مناطق اللحام | ما يصل إلى 8 مناطق مستقلة × 8 مراحل لكل منطقة |
| البرامج المخزنة | 50 مجموعة (200 موضع) |
| تبريد الشعلة | مياه متداولة، خزان مياه سعة 15 لترًا |
| بكرة سلك التغذية | حتى 15 كجم؛ قطر السلك 0.8 / 1.0 / 1.2 مم |
| درجة حرارة التشغيل | -10 درجة مئوية إلى +40 درجة مئوية |
| درجة الحماية | IP21 |
| وزن الآلة | حوالي 108 كجم |
| الأبعاد (الطول×العرض×الارتفاع) | 1050 × 480 × 1070 مم |
| الشهادات | CE، ISO 9001 |
محابس لحام مدارية برأس مفتوح من السلسلة K — تغطية قطر الأنبوب
| طراز الرأس | نطاق قطر الأنبوب الخارجي | أقصى سمك للجدار | تطبيق نموذجي |
|---|---|---|---|
| K76 | 20 – 76 مم | 13 مم | أنابيب الأجهزة، أنابيب العمليات ذات القطر الصغير |
| K114 | 25 – 114 مم | 13 مم | مشعبات الغاز المثبتة، أنابيب العمليات الكيميائية |
| K168 | 60 – 168 مم | 13 مم | أنابيب البتروكيماويات، رؤوس الغلايات |
| K219 | 114 – 219 مم | 13 مم | بناء السفن، أنابيب مساعدة نووية |
| K273 | 133 – 273 مم | 13 مم | أنابيب محطات الطاقة، صناعية ذات قطر كبير |
| K325 | 159 – 325 مم | 13 مم | خطوط أنابيب النقل، أنابيب إنشائية |
قدرات عملية اللحام
يدعم FXT40 Pro تمريرات الجذر ذاتية التوليد (بدون حشو) وتعبئة وتغطية الأسلاك في نفس تسلسل البرنامج. بالنسبة لسمك جدار الأنبوب الذي يزيد عن 2.5 مم، يلزم تجهيز أخدود V (شطب فردي ≥37 درجة للفولاذ الكربوني، ≥45 درجة للفولاذ المقاوم للصدأ). تنفذ وظيفة OSC (التذبذب) في النظام تذبذبًا عرضيًا مبرمجًا مع أوقات توقف قابلة للتعديل بشكل مستقل لليسار واليمين للحصول على عرض لحام غطاء ثابت وربط الحواف. يحافظ AVC (التحكم التلقائي في جهد القوس) على ارتفاع الشعلة في الوقت الفعلي طوال كل دورة — مع تعويض تباين سطح الأنبوب وتأثيرات الجاذبية على حوض اللحام في الأوضاع العلوية والعمودية.
التطبيقات الصناعية لنظام اللحام المداري برأس مفتوح FXT40 Pro
تصنيع خطوط أنابيب البتروكيماويات والنفط والغاز
تتطلب محطات البتروكيماويات ومنشآت النفط والغاز لحامات محيطية على أنابيب الفولاذ الكربوني والفولاذ المقاوم للصدأ التي تفي بمتطلبات الكود ASME B31.3 (أنابيب العمليات) أو B31.4/B31.8 (خطوط الأنابيب)، مع فحص إشعاعي أو بالموجات فوق الصوتية بنسبة 100% على خطوط الخدمة الحرجة. يعتبر اللحام اليدوي TIG في جميع الأوضاع على أنابيب الجدران السميكة ذات القطر الكبير هو الخطوة الأكثر خطورة في تصنيع أنابيب البتروكيماويات: تتطلب التمريرات العلوية والعمودية السفلية جهدًا بدنيًا مستمرًا، ويرتبط إجهاد اللحام بشكل مباشر باختراق غير متسق وفشل الفحوصات الإشعاعية.
يخصص برمجة FXT40 Pro ذات 8 مناطق معلمات مستقلة للتيار وسرعة الحركة وتغذية الأسلاك والتذبذب لكل ربع من محيط الأنبوب — مما يكرر التعديلات الموضعية التي يقوم بها اللحام اليدوي المعتمد، دون عامل الإجهاد. يحافظ AVC على طول قوس ثابت بينما يدور الرأس عبر المواضع العلوية، حيث يكون تباين طول القوس هو السبب الرئيسي لعيوب عدم الاندماج. والنتيجة هي هندسة حبة لحام متسقة من 0 درجة إلى 360 درجة، مع تسجيل كل معلمة لترابط السجلات الإشعاعية. بالنسبة لأنابيب غاز البترول المسال عالية الضغط، ومعالجة الغاز، وأنابيب وحدات التكرير حيث تضيف دورة إعادة العمل الواحدة جدولًا وتكلفة كبيرة، يقلل FXT40 Pro من معدلات الرفض في التمريرة الأولى إلى أقل من 1% على تصميمات الوصلات المؤهلة.
المواد الأنبوبية المتوافقة: الفولاذ الكربوني (API 5L، ASTM A106)، الفولاذ المقاوم للصدأ (304، 316L)، الفولاذ المقاوم للصدأ المزدوج (2205). قطر الأنبوب الخارجي المتوافق: من 20 مم إلى 325 مم. سمك الجدار: من 2 مم إلى 13 مم.
أنظمة الأنابيب البحرية وبناء السفن
تُقدم أنظمة الأنابيب على متن السفن - أنابيب الصابورة والوقود وتبريد مياه البحر ومحطات الطاقة - تحديًا تصنيعيًا محددًا: يجب تنفيذ اللحامات في حجرات ضيقة، وفي جميع الأوضاع، على أنابيب ثابتة في مكانها داخل هيكل السفينة. يُقيد لحام TIG اليدوي الذي يعمل في غرفة محرك السفينة أو ممر الأنابيب بكل من هندسة الوصول والإجهاد البدني، مما ينتج تباينًا كبيرًا في جودة اللحام عبر عدد كبير من الوصلات يمتد لمئات اللحامات لكل سفينة.
يعالج تصميم مشبك الرأس المفتوح من السلسلة K مشكلة المساحات الضيقة مباشرةً. يُثبت المشبك على الأنبوب خارجيًا؛ لا يحتاج المشغل إلى الوصول حول أو أسفل الوصلة. بمجرد تثبيت الرأس وتحميل البرنامج، تستمر دورة اللحام دون تدخل المشغل. بالنسبة لمشاريع بناء السفن التي تتطلب موافقة جمعية التصنيف (Lloyd's Register، Bureau Veritas، DNV)، فإن تسجيل بيانات كل لحام في FXT40 Pro - التيار، والجهد، وسرعة الحركة، وتسلسل المنطقة - يوفر تتبع المعلمات المطلوب لسجلات تأهيل إجراء اللحام (WPS/PQR). يخزن النظام 50 برنامجًا للاستدعاء الفوري للمواصفات الأنبوبية المتطابقة عبر عمليات بناء السفن المتكررة.
يسمح معدل دورة التشغيل بنسبة 100% عند 315 أمبير بإنتاج مستمر بنوبتي عمل في بيئات أحواض بناء السفن. يمنع رأس الشعلة المبرد بالماء الإغلاق الحراري أثناء فترات الإنتاج الطويلة في ظروف درجة الحرارة المحيطة المرتفعة.
توليد الطاقة — أنابيب مساعدة نووية وأنظمة غلايات
تعد أنظمة الأنابيب المساعدة النووية ورؤوس غلايات محطات الطاقة من بين مجالات اللحام الأكثر كثافة في التوثيق في الصناعات التحويلية. يجب تأهيل كل وصلة وفقًا للقسم التاسع من ASME (مؤهلات اللحام واللحام بالنحاس)، مع توثيق WPS و PQR الذي يتتبع أرقام حرارة المواد، ومؤهلات اللحام أو الآلة، ودرجة حرارة التسخين المسبق ودرجة حرارة المرور المتتالي، وسجلات معلمات اللحام. تم اختيار وحدة التحكم المنطقية القابلة للبرمجة Siemens S7-200 SMART في FXT40 Pro لتطبيقات الطاقة النووية وتوليد الطاقة خصيصًا لأن موثوقية وحدة التحكم المنطقية الصناعية من Siemens معترف بها في برامج الجودة على مستوى المرافق - فهي ليست وحدة تحكم عاكسة عامة.
يلبي تسجيل معلمات كل لحام في FXT40 Pro متطلبات التتبع لبرامج جودة الأنابيب المساعدة النووية. يتم تسجيل التيار، وسرعة السفر، وجهد القوس، وفهرس المنطقة، والطوابع الزمنية لكل دورة لحام وهي متاحة للتصدير عبر USB أو إخراج الطابعة الاختياري. بالنسبة للحامات رؤوس الموفرات والسخانات الفائقة في الغلايات على الفولاذ الكربوني سميك الجدار - حيث يتم تحديد التسخين المسبق، والتحكم في درجة حرارة المرور المتتالي، وتسلسل المرور المتعدد - تستوعب برمجة 8 مناطق × 8 مراحل تسلسل المرور الكامل في برنامج واحد مخزن، مما يضمن أن كل لحام إنتاج يكرر الإجراء المؤهل بدقة.
المواصفات المتوافقة: ASME Section IX، ASME B31.1 (أنابيب الطاقة)، دعم توثيق برنامج الجودة النووية.
تصنيع الغلايات الصناعية وأوعية الضغط
تتضمن رؤوس أسطوانات الغلايات، ولحامات فوهات أوعية الضغط، ووصلات قشور المبادلات الحرارية أنابيب سميكة الجدران ذات قطر كبير مع تصميمات وصلات V-groove أو U-groove متعددة التمريرات تتطلب وضعًا ثابتًا للحام على اللحام عبر 8 إلى 20 تمريرة لكل وصلة. اللحام اليدوي TIG على أنابيب الغلايات سميكة الجدران هو عملية بطيئة وشاقة بدنيًا حيث يجب أن تحافظ كل تمريرة تعبئة متتالية على ترابط ثابت مع اللحام السابق - وهو مطلب يصبح أكثر صعوبة تدريجيًا مع إجهاد اللحام عبر تسلسل متعدد التمريرات يمكن أن يستغرق من ساعتين إلى أربع ساعات لكل وصلة.
تُبنى برمجة FXT40 Pro المكونة من 8 مناطق × 8 مراحل كل تمريرة كمرحلة منفصلة ضمن برنامج المنطقة. تختلف معلمات تمريرة الجذر - تيار أقل، وسفر أبطأ، بدون تذبذب - عن معلمات تمريرة التعبئة (تيار أعلى، تذبذب OSC) ومعلمات تمريرة الغطاء (تذبذب أوسع، توقف معدل). تنفذ جميع المراحل بالتسلسل في تشغيل برنامج واحد، ويعوض تتبع AVC للنظام هندسة الوصلة المتغيرة مع تراكم تمريرات التعبئة داخل الأخدود. لتصنيع أوعية الضغط وفقًا لمعيار ASME VIII أو تصنيع الغلايات المتوافقة مع EN 13445، يدعم إخراج توثيق FXT40 Pro تتبع اللحام المطلوب للامتثال لتوجيه معدات الضغط.
البنية التحتية للغاز الطبيعي وتصنيع وحدات غاز البترول المسال
تُصنّع مبخرات غاز البترول المسال ومحطات تنظيم الضغط ومشعبات ترشيح الغاز الطبيعي وفقًا لمعايير عدم التسرب — عادةً ما يكون هناك فحص إشعاعي بنسبة 100% بالإضافة إلى اختبار الضغط الهيدروستاتيكي على كل وصلة. تُقدم مشعبات الأنابيب داخل إطار الوحدة متطلبًا للحام في جميع الأوضاع مع وصول مقيد: تتطلب الوصلات في الجزء العلوي من إطار الوحدة لحامًا علويًا؛ وتتطلب الوصلات على الألواح الجانبية لحامًا رأسيًا؛ ويُقيّد التخطيط الكثيف للمشعب وضع اللحام اليدوي بين الوصلات المتجاورة.
حقق نشر موثق لـ FXT40 Pro مع رأس K114 في شركة هندسية هندية للغاز الطبيعي عائدًا بنسبة 99.5% من الأشعة السينية في التمريرة الأولى على وصلات مشعبات مبخرات غاز البترول المسال، مما قلل تكاليف إعادة العمل من 15% إلى أقل من 1% من عمالة المشروع. سمحت الهندسة الخارجية المدمجة لمشبك السلسلة K بإعادة وضع الرأس بين وصلات المشعب داخل إطار الوحدة المُجمعة دون تفكيك. استغرق تدريب المشغل لتحقيق الكفاءة الإنتاجية 3 أيام على واجهة شاشة اللمس مقاس 10 بوصات. بالنسبة لمقاولي EPC ومصنعي وحدات OEM الذين يبنون وفقًا لقوانين السلامة الهندية للطاقة، أو ASME B31.3، أو PED 2014/68/EU، فإن مجموعة FXT40 Pro من القدرة على اللحام في جميع الأوضاع، وتصميم الرأس ذي الوصول المقيد، وتوثيق كل لحام يلبي كل من متطلبات الجودة والمتطلبات التنظيمية.
آلة لحام FXT40 Pro المدارية — الأسئلة المتكررة
ما الفرق بين FXT40 Pro وآلة اللحام المدارية ذات الرأس المغلق مثل FXT20؟
تم تصميم FXT20 برؤوس مغلقة من السلسلة C للأنابيب ذات الجدران الرقيقة (سمك الجدار من 0.5 مم إلى 3 مم، بقطر خارجي يصل إلى 168 مم) في التطبيقات الصحية والعالية النقاء مثل أنابيب الأدوية والأغذية وأشباه الموصلات. يُغلق الرأس المغلق حول الأنبوب ويوفر حجرة أرجون بزاوية 360 درجة للحامات الخالية من الأكسدة على الفولاذ المقاوم للصدأ دون الحاجة إلى التطهير الخلفي.
تم تصميم FXT40 Pro برؤوس مفتوحة من السلسلة K للأنابيب الصناعية ذات الجدران السميكة (سمك الجدار من 2 مم إلى 13 مم، بقطر خارجي من 20 مم إلى 325 مم) في التطبيقات الإنشائية والبتروكيماوية وبناء السفن وتوليد الطاقة. يُركب المشبك ذو الرأس المفتوح خارجيًا ولا يتطلب الوصول إلى نهاية الأنبوب، مما يجعله مناسبًا للوصلات في موضعها داخل الهياكل المجمعة. لحام V-groove متعدد التمريرات مع تغذية الأسلاك هو العملية الأساسية، وليس اللحام أحادي التمريرة ذاتي التوليد.
هل يمكن لـ FXT40 Pro لحام أنابيب الفولاذ المقاوم للصدأ بالإضافة إلى الفولاذ الكربوني؟
نعم. يلحم FXT40 Pro الفولاذ الكربوني والفولاذ المقاوم للصدأ (304، 316L، مزدوج 2205) وأنابيب سبائك التيتانيوم. بالنسبة لأنابيب الفولاذ المقاوم للصدأ التي يزيد سمك جدارها عن 2.5 مم، يلزم تحضير V-groove بزاوية شطب فردية ≥45 درجة. يوصى بالتطهير الخلفي بالأرجون للفولاذ المقاوم للصدأ لمنع أكسدة جانب الجذر — يتضمن نظام FXT40 Pro التحكم في تدفق الغاز قبل وبعد التشغيل لحماية حوض اللحام قبل بدء القوس وبعد انتهائه.
كيف يعمل نظام البرمجة ذو الـ 8 مناطق للحام الأنابيب في جميع الأوضاع؟
يُقسم محيط الأنبوب إلى ما يصل إلى 8 مناطق قابلة للبرمجة بشكل مستقل (على سبيل المثال، 0°-45° مسطح، 45°-90° رأسيًا للأعلى، 90°-135° اقتراب علوي، 135°-180° علوي، 180°-225° خروج علوي، 225°-270° رأسيًا للأسفل، 270°-315° أفقي، 315°-360° عودة مسطحة). تحمل كل منطقة تيارها الخاص، وسرعة السفر، ومعدل تغذية الأسلاك، وعرض التذبذب ومدة التوقف في OSC، وإعدادات جهد تتبع AVC. يسمح ذلك للنظام بتطبيق المعلمات الصحيحة تلقائيًا لكل وضع مع دوران الرأس — مما يكرر التعديلات التي يقوم بها لحام يدوي معتمد بشكل غريزي، ولكن بثبات ودون إجهاد.
ما هي الوثائق التي ينتجها FXT40 Pro لسجلات الجودة والفحص؟
يسجل FXT40 Pro تيار اللحام، وجهد القوس، وسرعة السفر (بالدرجات والمسافة)، وسرعة تغذية الأسلاك، وفهرس المنطقة، والطوابع الزمنية لكل دورة لحام. تنتج طابعة مدمجة اختيارية تقارير معلمات اللحام عند الطلب. يمكن تصدير البيانات عبر USB للأرشفة غير المحدودة. يدعم هذا الإخراج توثيق WPS/PQR لتأهيل ASME Section IX، وسجلات ترابط الفحص الإشعاعي، ووثائق التدقيق لبرامج الجودة ISO، و GMP، والنووية.
ما هو تحضير الأخدود المطلوب لرؤوس السلسلة K على الأنابيب ذات الجدران السميكة؟
بالنسبة لأنابيب الفولاذ الكربوني التي يزيد سمك جدارها عن 2.5 مم: أخدود V، زاوية شطب مفردة ≥37 درجة، فجوة تركيب 0 – 0.5 مم، عدم محاذاة ≤10% من سمك الجدار. بالنسبة لأنابيب الفولاذ المقاوم للصدأ التي يزيد سمك جدارها عن 2.5 مم: أخدود V، زاوية شطب مفردة ≥45 درجة، نفس تفاوتات التركيب والمحاذاة. الأنابيب التي يقل سمك جدارها عن 2.5 مم لا تتطلب تحضير أخدود للفولاذ الكربوني أو المقاوم للصدأ. يمكن إجراء تحضير الأخدود باستخدام آلة قطع وشطب الأنابيب ذات الإطار المقسم من FYID لتحضير الوصلات في الموقع دون إزالة الأنبوب.
هل FXT40 Pro مناسب للحام الإصلاح الطارئ في الميدان؟
نعم، شريطة أن يقع قطر الأنبوب الخارجي وسمك الجدار ضمن نطاق رأس السلسلة K. لا يتطلب تصميم المشبك ذو الرأس المفتوح الوصول إلى نهاية الأنبوب، مما يجعله مناسبًا للأنابيب الموجودة في الخدمة والتي لا يمكن إزالتها أو قطعها. يتطلب النظام إدخال طاقة ثلاثية الأطوار بجهد 380 فولت، و15 لترًا من مياه التبريد، وإمدادًا بالأرجون. بالنسبة للنشر الميداني، تعتبر أسطوانات الأرجون المحمولة ومولد ثلاثي الأطوار المحمول هي الإعداد القياسي. تسمح شاشة اللمس مقاس 10 بوصات باستدعاء البرامج المخزنة على الفور لأحجام الأنابيب التي تم تأهيلها مسبقًا.
للحصول على تغطية قطر الأنبوب الخاصة بالمشروع، أو تصميم الأخدود، أو دعم برنامج متعدد التمريرات، يرجى الاتصال بفريق هندسة التطبيقات في FYID-Feiyide. تتضمن خيارات التكوين رؤوس فردية من السلسلة K (K76 إلى K325) مع مصدر الطاقة FXT40 Pro، ووحدة تغذية الأسلاك، ووحدة التحكم في الخط.
كتلة نصية



اتصل بنا للحصول على عرض سعر
FAQ
-
What is the FXT40 Pro all-position pipeline automatic welding machine?
The FXT40 Pro is a professional-grade automatic pipeline welding system designed for all-position girth welding (flat, horizontal, and overhead). It features a Siemens S7-200 SMART PLC and AVC+OSC dual closed-loop control, making pipeline welding as simple as setting a navigation route. It is engineered to replace manual labor in demanding industries like petroleum, shipbuilding, and power energy.
-
How does the FXT40 Pro ensure weld quality in overhead and all-position welding?
The FXT40 Pro utilizes AVC (Automatic Arc Voltage Control) for real-time arc length tracking and OSC (Transverse Weaving) for precise bead formation. This combination allows for 360° automatic rotation without manual adjustment, ensuring a radiographic inspection pass rate of ≥98%, even in difficult overhead positions.
-
What pipe diameters and wall thicknesses can the FXT40 Pro weld?
The FXT40 Pro supports a wide range of pipe diameters from Φ20mm to Φ325mm through its modular K-series welding heads (K76 to K325). It is optimized for wall thicknesses between 2mm and 13mm, supporting both carbon steel and stainless steel with multi-pass welding capabilities.
-
What are the groove requirements for using the FXT40 Pro automatic welder?
For materials thicker than 2.5mm, a V-groove is required. For carbon steel, a single-side angle of ≥37° is recommended, while stainless steel requires ≥45°. The system handles fit-up gaps of 0-0.5mm and requires no root face for optimal penetration.
-
How much efficiency can be gained by switching from manual welding to the FXT40 Pro?
The FXT40 Pro increases welding efficiency by 40% to 60%, especially for thick-wall pipes requiring multi-pass welding. Its 8-zone intelligent programming allows complex multi-stage parameters to be completed in one operation, significantly reducing labor costs and human error.
-
Do I need a senior welder to operate the FXT40 Pro system?
No. One of the core value propositions of the FXT40 Pro is reducing dependence on highly skilled welders. With its "Automatic Programming" mode, an ordinary operator can start producing nuclear-grade quality welds after only 3 days of training. The system stores up to 50 groups of welding recipes for one-click recall.
-
Is the FXT40 Pro suitable for harsh industrial environments?
Yes, the FXT40 Pro is designed with an IP21 protection grade and operates reliably in temperatures from -10℃ to +40℃. It features a robust 400A industrial inverter core and a 15L circulating water cooling system to ensure continuous high-intensity work in shipyards and refineries.
-
What kind of after-sales support does Feiyide (FYID) provide for the FXT40 Pro?
We provide a 12-month whole-machine warranty and lifetime technical support. Our service commitment includes 7×18 hours online video support (English/Chinese) and a response time where common spare parts are shipped within 48 hours. For overseas customers, we offer remote diagnosis and video guidance to ensure zero-downtime operations.